Рабочим местом электросварщика является закрепленный за рабочим или бригадой участок производственной площади, оснащенной в соответствии с требованиями осуществляемого технологического процесса определенным оборудованием, инструментом, приспособлениями и т.д.
При обслуживании рабочего места необходимо:
• своевременно получать сменные задания, наряды и чертежи;
• поддерживать оборудование в работоспособном состоянии;
• своевременно доставлять на рабочее место материалы, заготовки, электроды и т.п.;
• контролировать качество изготавливаемой продукции;
• поддерживать надлежащий порядок на рабочем месте.
Рабочие кабины служат для защиты сварщиков от излучения дуги в постоянных местах сварки. Для каждого рабочего устанавливают отдельную кабину размером 2х2,5м. Ее стены могут быть выполнены из тонкого железа, фанеры или брезента. Фанера и брезент должны быть пропитаны огнестойким составом, например раствором алюмокалиевых квасцов.

Каркас кабины изготавливают из трубы или угловой стали, пол — из огнестойкого материала (кирпич, бетон или цемент). Стены окрашивают в светлосерый цвет красками, хорошо поглощающими ультрафиолетовое излучение (цинковые или титановые белила, желтый крон). Освещенность кабины должна составлять не менее 80лк. Кабину оборудуют местной вентиляцией (рис. 6.1) с подачей воздуха 40м 3 /ч на каждого рабочего.
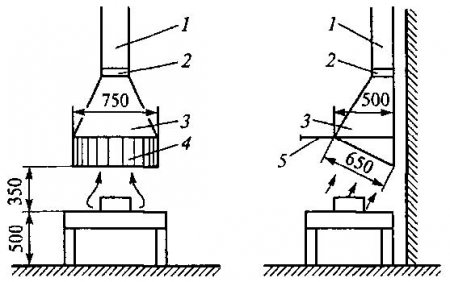
Рис. 6.1. Схема отсоса газов, выделяющихся при сварке, от сварочного поста:
1 — воздухопровод; 2 — шибер; 3 — воздухоприемник; 4 — штампованная решетка; 5 — козырек
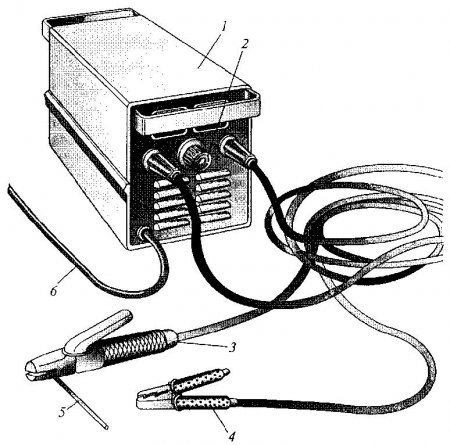
Рис. 6.2. Электросварочное оборудование:
1 — сварочный трансформатор; 2 — ручка регулировки тока; 3 — электродержатель; 4 -заземляющий зажим; 5 — электрод; 6 — сетевой шнур
Вентиляционный отсос должен располагаться так, чтобы газы, выделяющиеся при сварке, проходили в стороне от сварщика. Сварку деталей производят на рабочем столе. Крышку стола толщиной 20. 25мм изготавливают из чугуна. Сварочный пост оснащен генератором, выпрямителем или сварочным трансформатором (рис.
6.2).
Электродержатели применяют для закрепления электрода и подвода к нему тока при ручной электродуговой сварке. Их основные характеристики приведены в табл. 6.1.
Характеристики электродержателей
| Номинальная сила сварочного тока, А | Продолжительность цикла, мин | Отношение продолжительности рабочего периода к продолжительности цикла, % | Масса, кг | Диаметр электрода, мм | Сечение присоединенного сварочного провода, мм 2 |
| 125 | 5 | 60 | 0,35 | 1,5. 3 | 25 |
| 313 | » | » | 0,50 | 2. 6 | 50 |
| 500 | » | » | 0,70 | 4. 10 | 70 |
Электродержатели должны обеспечивать возможность захвата электрода не менее чем в двух положениях: перпендикулярно и под углом 115° и более к оси электродержателя. Необходимо, чтобы конструкция электродержателя позволяла производить замену электрода за время, не превышающее 4 с. Токоведущие части электродержателей должны иметь надежную изоляцию сопротивлением не менее 5МОм для предотвращения их случайного непосредственного контакта со свариваемым изделием или руками сварщика.
7 Требования безопасности при производстве электросварочных работ
Изоляция рукоятки должна выдерживать без пробоя испытательное напряжение 1500В частотой 50Гц в течение 1мин.
Температура наружной поверхности рукоятки при номинальном режиме работы не должна повышаться более чем на 55°С. Необходимо, чтобы поперечное сечение рукоятки в месте обхвата ладонью сварщика вписывалось в круг диаметром не более40 мм.
Электродержатели должны обладать достаточной механической прочностью. Схемы некоторых типов электродержателей показаны на рис. 6.3.
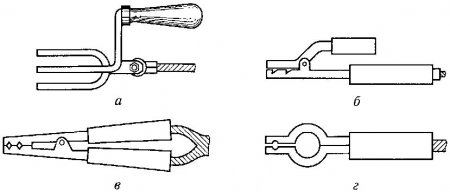
Рис. 6.3. Типы электродержателей:
а — вилочный; б, в — щипцовый; г — с пружинящим кольцом
Площади сечения сварочного провода в зависимости от силы сварочного тока
| Сила тока, А | Площадь сечения провода, мм 2 | |
| Одинарного | Двойного | |
| 200 | 25 | — |
| 300 | 50 | 2х16 |
| 400 | 70 | 2х25 |
| 500 | 95 | 2х35 |
К дополнительному инструменту сварщика относятся винтовые зажимы, проволочные щетки, клейма, зубила и молотки. Для присоединения провода к изделию применяют винтовые зажимы типа струбцин, в которые конец провода впаивают твердым припоем. Зажимы должны обеспечивать плотный контакт со свариваемым изделием.
Для зачистки швов и удаления шлака применяют проволочные щетки — ручные и с электроприводом.
Для клеймения швов, вырубки дефектных мест, удаления брызг и шлака служат клейма, зубила и молотки.
Для хранения электродов при сварке на монтаже применяют брезентовые сумки длиной 300 мм, подвешиваемые к поясу сварщика. В цеховых условиях для этой цели используют стаканы аналогичной длины, изготовленные из отрезка трубы диаметром 50. 75мм, с приваренным донышком-подставкой.
Сварочные провода служат для подвода тока от сварочной машины или трансформатора к электродержателю и свариваемому изделию. Электродержатель снабжают гибким изолированным резиновым проводом, сплетенным из большого числа отожженных и облуженных медных проволок диаметром 0,18. 0,2мм.
Рекомендуемые площади сечения сварочных проводов приведены в табл. 6.2. Применять провод длиной более 30м нецелесообразно вследствие значительного падения напряжения в сварочной цепи.
Безопасность электросварочных работ
К выполнению электросварочных работ допускаются лица, достигшие 18-летнего возраста, прошедшие специальное производственное обучение, имеющие удостоверение на право производства работ и получившие вторую квалификационную группу по электробезопасности.
Ежегодно комиссия под руководством главного инженера проводит проверку знаний электросварщиков для продления на год удостоверения, подтверждающего вторую квалификационную группу по электробезопасности. В состав комиссии должен входить энергетик с квалификационной группой по электробезопасности не ниже пятой.
При сварке на объектах, которые курирует Госгортехнадзор России, все сварщики должны быть аттестованы в соответствии с Правилами аттестации сварщиков и специалистов сварочного производства и Технологическим регламентом проведения аттестации сварщиков и специалистов сварочного производства, утвержденным Постановлением Госгортехнадзора России от 25 июня 2002г. №36.
Все работы по установке, ремонту и наблюдению за электросварочными аппаратами должен выполнять электромонтер, имеющий квалификационную группу по электробезопасности не ниже третьей. Подключать электросварочный аппарат к источнику питания, заменять предохранители и производить какой бы то ни было ремонт электросварочной установки сварщику запрещается.
Все электросварочное оборудование должно быть в защищенном исполнении, а вращающиеся части сварочных генераторов необходимо оборудовать ограждениями.
Передвижные сварочные аппараты с двигателем внутреннего сгорания должен обслуживать моторист, имеющий удостоверение о допуске к этой работе. Указанные аппараты заземляют металлическим штырем, забиваемым в землю и присоединенным к корпусу аппарата. Число штырей, их диаметр и длину определяют расчетным путем, исходя из того, что их сопротивление не должно превышать 4Ом.
Если не представляется возможным обеспечить защитное заземление, то необходимо пользоваться устройством защитного отключения.
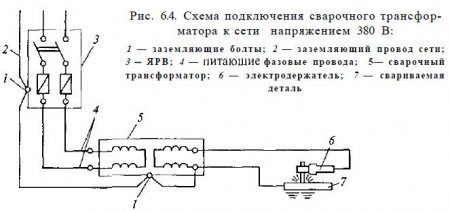
На каждом ящике рубильника включения (ЯРВ), к которому подключают сварочный аппарат, должен быть надежный замок. На ящике необходимо написать несмываемой краской: «Опасно для жизни. Напряжение 380В. Ответственный _________». На внутренней стороне дверцы ящика помещают схему подключения трансформатора, указывают его мощность и допустимую силу тока плавких вставок.
Электросварочные установки регистрирует главный механик организации. У него находятся их паспорта и инструкции по эксплуатации.
На всех сварочных трансформаторах, аппаратах и преобразователях должны быть заводские и инвентарные номера, под которыми они зарегистрированы в журнале главного механика.
Каждый электросварочный аппарат подключают к индивидуальному рубильнику проводом соответствующего сечения, при этом расстояние между аппаратом и стеной составляет не менее 0,5 м.
Категорически запрещается подключать сварочный аппарат непосредственно (без рубильника) к силовой или осветительной электросети, а также аппарат, находящийся под напряжением.
Присоединять аппарат к сети следует в соответствии с маркировкой выводов на зажимах.
Площади сечения проводов, применяемых для подключения электросварочного оборудования к сети напряжением U = 220 и 380В, приведены в табл. 6.3.
Т а б л и ц а 6.3
Площади сечения проводов, предназначенных для подключения электросварочного оборудования к сети

Органы управления электросварочными аппаратами (рубильники, пакетные выключатели, кнопки, пускатели и др.) должны иметь надежные фиксаторы или ограждения, предотвращающие их самопроизвольное или случайное включение (отключение).
При одновременном использовании нескольких сварочных трансформаторов их необходимо размещать таким образом, чтобы расстояние между ними составляло не менее 0,35м, а ширина проходов — не менее 0,8м.
Производство электросварочных работ допускается при выполнении требований инструкции по противопожарной безопасности и с обязательным согласованием вида работ с представителем Государственного пожарного надзора. При работе в пожароопасных помещениях электросварщики проходят обучение правилам пожарной безопасности, по завершении которого органы пожарной инспекции выдают контрольный талон.
Запрещается производство электросварочных работ в местах, где имеются воспламеняющиеся вещества и материалы. Места огневых работ и размещения электрогенераторов должны быть очищены от горючих материалов в радиусе не менее 5м. Электросварочные работы в строящихся холодильниках можно вести только в камерах и отсеках, освобожденных от сгораемых материалов.
Сварочные аппараты должны иметь защитные устройства со стороны питающей сети.
Напряжение холостого хода сварочного трансформатора на низкой стороне не должно превышать 75. 110 В.
Корпус электросварочного аппарата, вторичную обмотку трансформатора и свариваемый предмет следует надежно заземлить до подключения их к сети, и это заземление не должно нарушиться до отключения аппарата от сети.
Для присоединения заземляющего провода на корпусе электросварочного аппарата, в доступном месте, необходимо установить болт диаметром 5. 8 мм, и снабдить его надписью: «Земля».
Над клеммами сварочных трансформаторов должны быть козырьки и надписи: «Высокая сторона» и «Низкая сторона».
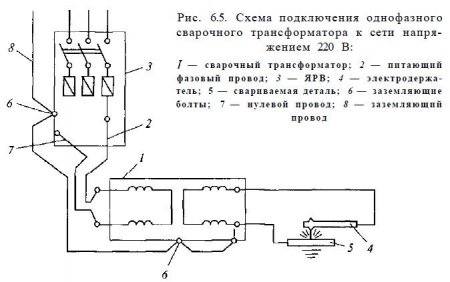
Схемы подключения сварочных трансформаторов к сети напряжением 380 и 220В приведены на рис. 6.4 и 6.5.
Запрещается использовать технологическое оборудование, металлические конструкции зданий, коммуникации, сети заземления и зануления, железную арматуру, конструкции электроустановок, водопроводные, отопительные и канализационные стояки в качестве обратного нулевого провода.
Обратным проводом может служить стальная шина любого профиля, сварочная плита, стеллаж или сама сварочная конструкция в том случае, если их сечение обеспечивает безопасное, с точки зрения возможного нагрева, протекание сварочного тока.
Отдельные элементы обратного провода должны быть соединены друг с другом болтами, струбцинами или зажимами.
Электропроводка между сварочной установкой и электродержателем должна быть выполнена из провода в соответствии с государственным стандартом, с учетом силы тока и соблюдением условий безопасности.
Необходимо принимать меры против повреждения изоляции на проводах (кабелях) и исключать их соприкосновение с водой, маслом, стальными канатами, шлангами с горючими газами и горячими трубопроводами. Применение электросварочных проводов с поврежденной оплеткой или изоляцией запрещается. Если нет возможности заменить поврежденный провод, то необходимо заключить его в резиновый шланг.
Длина проводов между питающей сетью и передвижными сварочными аппаратами не должна превышать 10м, причем провода следует защищать от механического повреждения.
Сварочные провода следует соединять посредством горячей пайки, сварки, с помощью соединительных муфт, имеющих изолирующую оболочку, причем места паяных и сварных соединений проводов должны быть тщательно изолированы.
При перемещении сварочного аппарата его необходимо отключать от электрической сети.
Рукоятку электродержателя для ручной сварки изготавливают из теплоизолирующего диэлектрического материала. Электродержатель должен обеспечивать надежный зажим и быструю смену электродов, а также исключать возможность короткого замыкания корпуса электродержателя на свариваемую деталь при временных перерывах в работе или при случайном его падении на металлические предметы.
Перед началом работ электросварщик обязан проверить изоляцию электропровода и электродержателя, наличие и правильность заземления корпуса сварочного аппарата, вторичной обмотки трансформатора, свариваемой детали и кожуха рубильника, надежность соединений электропроводов с аппаратом, а также убедиться в отсутствии на рабочем месте легковоспламеняющихся веществ (расстояние от места производства электросварочных работ до легковоспламеняющихся предметов должно составлять не менее 10м, а при ветре, направленном в сторону легковоспламеняющихся веществ, — не менее 20м).
Для заземления сварочных преобразователей и сварочных трансформаторов необходимо:
• соединить заземляющий болт на корпусе сварочного преобразователя четырехжильным шланговым кабелем с заземляющей жилой;
• для питания однофазного сварочного трансформатора применять трехжильный шланговый кабель с заземляющей жилой, которая присоединяется одним концом к корпусу, а другим — к заземляющему болту на ЯРВ;
• заземлить низкую сторону сварочного трансформатора (со стороны провода, присоединяемого к свариваемой детали).
Повышенная опасность возникает при замене электрода, когда сварщик прикасается рукой к нему или оголенным частям электродержателя.
Поэтому категорически запрещается дотрагиваться другой рукой до свариваемой детали.
Не разрешается производить электросварочные работы во время грозы, под дождем или снегом.
Электросварщик обязан тщательно заправлять спецодежду и обувь для обеспечения надежной защиты от брызг расплавленного металла (брезентовые куртки и брюки надевают навыпуск, карманы куртки закрывают клапанами, ботинки плотно зашнуровывают).
При выполнении работ в особо опасных помещениях и резервуарах электросварочный аппарат должен иметь электроблокировку, обеспечивающую автоматическое отключение сварочной цепи при замене электрода в режиме холостого хода.
Запрещается производить сварку на сосудах, находящихся под давлением, а также внутри сосудов, которые не очищены от легковоспламеняющихся, взрывоопасных, горючих и токсичных материалов (после очистки такие емкости должны быть проверены на отсутствие опасных и вредных веществ). Кроме того, не разрешается производить сварку свежеокрашенных конструкций и трубопроводов до полного высыхания краски.
Диэлектрические перчатки, галоши и коврик электросварщик обязан применять при сварке в замкнутом пространстве и на улице после дождя или снегопада.
Электросварочный аппарат необходимо регулярно, не реже одного раза в месяц, проверять:
• на отсутствие замыкания на корпус;
• целостность заземляющего провода;
• исправность изоляции питающих проводов (сопротивление изоляции должно составлять не менее 0,5МОм);
• отсутствие оголенных токоведущих частей;
• отсутствие замыкания между обмотками высокого и низкого напряжения.
По окончании сварочных работ необходимо навести порядок на рабочем месте. В случае обнаружения тлеющих предметов нужно залить их водой.
При передвижном сварочном посту должны быть углекислотный огнетушитель, войлок или кошма, лопата, лом и топор.
Уважаемый посетитель, если Вам понравилась или пригодилась эта статья, поделитесь ею, пожалуйста, со своими друзьями и знакомыми.
Описание
1. Правила по охране труда при выполнении электросварочных и газосварочных работ (далее — Правила) устанавливают государственные нормативные требования охраны труда при выполнении электросварочных и газосварочных работ.
Правила обязательны для исполнения работодателями — юридическими и физическими лицами независимо от их организационно-правовых форм и форм собственности, при выполнении электросварочных и газосварочных работ.
2. Правила распространяются на работников, выполняющих электросварочные и газосварочные работы, использующих в закрытых помещениях или на открытом воздухе стационарные, переносные и передвижные электросварочные и газосварочные установки, предназначенные для выполнения технологических процессов сварки, наплавки, резки плавлением (разделительной и поверхностной) и сварки с применением давления:
- дуговой и плазменной сварки, наплавки, резки;
- атомно-водородной сварки;
- электронно-лучевой сварки;
- лазерной сварки и резки (сварки и резки световым лучом);
- электрошлаковой сварки;
- сварки контактным разогревом;
- контактной или диффузионной сварки, дугоконтактной сварки;
- газовой сварки и газовой резки металлов (далее — сварка).
3. На основе Правил и требований технической документации организации-изготовителя на конкретные виды электросварочного, газосварочного оборудования и инструмента работодателем разрабатываются инструкции по охране труда для профессий и (или) видов выполняемых работ, которые утверждаются локальным нормативным актом работодателя с учетом мнения соответствующего профсоюзного органа либо иного уполномоченного работниками представительного органа (при наличии).
4. В случае применения методов работ, материалов, технологической оснастки, оборудования и инструмента, требования к безопасному применению которых не предусмотрены Правилами, при выполнении электросварочных и газосварочных работ следует руководствоваться требованиями соответствующих нормативных правовых актов, содержащих государственные нормативные требования охраны труда, и требованиями технической документации организации-изготовителя.
Разделы сайта, связанные с этим документом:
- Приложение2
- ПРАВИЛА ПО ОХРАНЕ ТРУДА ПРИ ВЫПОЛНЕНИИ ЭЛЕКТРОСВАРОЧНЫХ И ГАЗОСВАРОЧНЫХ РАБОТ2
- I. Общие положения 2
- II. Требования охраны труда, предъявляемые к производственным помещениям (производственным площадкам) 3
- III. Требования охраны труда к организации рабочих мест 4
- IV. Требования охраны труда при осуществлении технологических процессов 5
- V. Требования охраны труда при эксплуатации оборудования и инструмента 8
- VI. Требования охраны труда при выполнении ручной дуговой сварки 9
- VII. Требования охраны труда при выполнении контактной сварки 10
- VIII. Требования охраны труда при выполнении сварки под флюсом 12
- IX. Требования охраны труда при выполнении плазменной резки 12
- X. Требования охраны труда при выполнении работ по газовой сварке и газовой резке 13
- XI. Требования охраны труда при работе с углекислым газом 18
- XII. Требования охраны труда при работе с аргоном 19
- XIII. Требования охраны труда при выполнении работ по обезжириванию свариваемых поверхностей 19
- XIV. Требования охраны труда при хранении и транспортировке исходных материалов, заготовок, полуфабрикатов, готовой продукции и отходов производства 20
Сокращения
Термины
работ по газовой сварке и газовой резке
см. страницу термина
К . относятся:
1) электросварочные и газосварочные работы, выполняемые снаружи и внутри емкостей из-под горючих веществ, работы в закрытых резервуарах, в цистернах, в колодцах, в коллекторах, в тоннелях, каналах и ямах, трубопроводах, работы в топках и дымоходах котлов, внутри горячих печей;
2) электросварочные и газосварочные работы во взрывоопасных помещениях;
3) электросварочные и газосварочные работы, выполняемые при ремонте теплоиспользующих установок, тепловых сетей и оборудования;
4) электросварочные и газосварочные работы, выполняемые на высоте более 5 м;
5) электросварочные и газосварочные работы, выполняемые в местах, опасных в отношении поражения электрическим током (объекты электроэнергетики и атомной энергетики) и с ограниченным доступом посещения (помещения, где применяются и хранятся сильнодействующие ядовитые, химические и радиоактивные вещества).
см. страницу термина
Важно
- а) устанавливать дополнительные требования безопасности, не противоречащие Правилам. Требования охраны труда ДОЛЖНЫ содержаться в соответствующих инструкциях по охране труда, доводиться до работника в виде распоряжений, указаний, инструктажа; .
- 11. Переходы, лестницы, площадки и перила к ним ДОЛЖНЫ содержаться в исправном состоянии и чистоте, а расположенные на открытом воздухе — очищаться в зимнее время от снега и льда, обрабатываться противогололедными средствами. .
- 10. ЗАПРЕЩАЕТСЯ загромождать проходы и проезды внутри зданий (сооружений), производственных помещений (производственных площадок) для обеспечения безопасного передвижения работников и проезда транспортных средств. .
- 9. ДОПУСКАЕТСЯ возможность ведения документооборота в области охраны труда в электронном виде с использованием электронной подписи или любого другого способа, позволяющего идентифицировать личность работника, в соответствии с законодательством Российской Федерации. .
- 7. Работодатель в зависимости от специфики своей деятельности и исходя из оценки уровня профессионального риска ВПРАВЕ: .
- Контейнер (сосуд-накопитель) НЕ ДОЛЖЕН подвергаться нагреву. .
- Настилы площадок и переходов, а также перила к ним ДОЛЖНЫ укрепляться и исключать случайное падение человека. На период ремонта вместо снятых перил делается временное ограждение. Перила и настилы, снятые на время ремонта, после его окончания немедленно устанавливаются на место. .
- При необходимости расположения участков газопламенной обработки металлов в многоэтажных зданиях ДОЛЖНЫ предусматриваться мероприятия по исключению возможности распространения вредных веществ между этажами. .
- ЗАПРЕЩАЕТСЯ уменьшать нагрузку на руку с помощью переброски шланга (кабеля) через плечо или навивки его на руку. .
- При невозможности исключения или снижения уровней вредных и (или) опасных производственных факторов до уровней допустимого воздействия в связи с характером и условиями производственного процесса проведение работ ДОПУСКАЕТСЯ при условии обеспечения работников средствами индивидуальной защиты. .
- 6) участки электросварочных поточно-механизированных линий отделяются проходами от соседних участков, стен, подъездных путей. Расстояние от места сварки до проходов ДОЛЖНО быть не менее 5 м. При невозможности выполнения данного требования у места производства электросварочных работ устанавливаются несгораемые экраны (ширмы, щиты). .
- 19. При организации рабочих мест на участках электросварочных поточно-механизированных линий ДОЛЖНЫ соблюдаться следующие требования: .
- 20. При выполнении электросварочных и газосварочных работ с предварительным нагревом изделий работа двух сварщиков в одной кабине ДОПУСКАЕТСЯ ТОЛЬКО при сварке одного изделия. .
- При совместном производстве нескольких видов работ, по которым требуется оформление наряда-допуска, ДОПУСКАЕТСЯ оформление единого наряда-допуска с включением в него требований по безопасному выполнению каждого из вида работ. .
- ДОПУСКАЕТСЯ возможность ведения журнала, а также оформления нарядов-допусков в электронном виде с использованием электронной подписи, в том числе простой электронной подписи или усиленной неквалифицированной электронной подписи или усиленной квалифицированной электронной подписи (по усмотрению работодателя), или любого другого способа, позволяющего идентифицировать личность работника или иного лица, в соответствии с законодательством Российской Федерации. .
- 40. ЗАПРЕЩАЕТСЯ: .
- 30. Одноименные типовые работы повышенной опасности, приводящиеся на постоянной основе и выполняемые в аналогичных условиях постоянным составом работников, ДОПУСКАЕТСЯ производить без оформления наряда-допуска по утвержденным для каждого вида работ повышенной опасности инструкциям по охране труда. .
- 33. Проведение электросварочных и газосварочных работ с приставных лестниц и стремянок ДОПУСКАЕТСЯ при условии использования сварщиком пятиточечной страховочной привязи и страховочного фала, закрепленного к страховочному тросу или анкерному болту, выше уровня головы сварщика, а также при наличии страхующего работника, который поддерживает лестницу, стремянку снизу. .
- Если понижающий трансформатор одновременно является и разделительным, то вторичная электрическая цепь у него НЕ ДОЛЖНА соединяться с землей. .
- 43. В качестве обратного провода или его элементов могут быть использованы стальные шины и конструкции. Соединение между собой отдельных элементов, применяемых в качестве обратного провода, ДОЛЖНО выполняться на болтах, зажимах или методом сварки. .
- Расстояние от сварочных проводов до горячих трубопроводов и баллонов с кислородом ДОЛЖНО быть не менее 0,5 м, а с горючими газами — не менее 1 м. .
- 47. Электрододержатели для ручной сварки ДОЛЖНЫ обеспечивать зажатие и быструю смену электродов, а также исключать возможность короткого замыкания их корпусов на свариваемые детали при временных перерывах в работе или при случайном их падении на металлические предметы. .
- 48. Все электросварочные установки с источником переменного и постоянного тока при сварке в особо опасных условиях (внутри металлических емкостей, колодцев, отсеков, барабанов, газоходов, топок котлов, тоннелей), а также установки для ручной сварки на переменном токе, применяемые в особо опасных помещениях или вне помещений, ДОЛЖНЫ быть оснащены устройствами отключения холостого хода. .
- ЗАПРЕЩАЕТСЯ применять соединение проводов «скруткой». .
- ЗАПРЕЩАЕТСЯ применение самодельных электрододержателей. .
- Применение автотрансформаторов для понижения напряжения питания переносных электрических светильников ЗАПРЕЩАЕТСЯ. .
- 52. Электродвигатель для подачи сварочной проволоки в пистолет-горелку шланговых полуавтоматов при сварке в инертных газах подключается к сети, напряжение которой НЕ ДОЛЖНО превышать 24 В для переменного тока или 42 В для постоянного тока. .
- 53. При выполнении газосварочных работ шкафы ацетиленовых и кислородных постов ДОЛЖНЫ быть открыты, подходы ко всем постам — свободны. .
- 57. При выполнении ручной дуговой сварки ДОЛЖНЫ соблюдаться следующие требования: .
- 55. При выполнении газосварочных работ ЗАПРЕЩАЕТСЯ: .
- 54. Размещение ацетиленовых генераторов в проездах, местах массового нахождения или прохода людей, а также возле мест забора воздуха компрессорами или вентиляторами НЕ ДОПУСКАЕТСЯ. .
- б) на циферблате отсутствует красная черта, соответствующая предельному рабочему давлению (наносить красную черту на стекло манометра НЕ ДОПУСКАЕТСЯ; РАЗРЕШАЕТСЯ взамен красной черты на циферблате манометра прикреплять к корпусу манометра пластину из материала достаточной прочности, окрашенную в красный цвет и плотно прилегающую к стеклу манометра); .
- 59. Перед началом выполнения работы работник, выполняющий контактную сварку, ОБЯЗАН: .
- 60. Во время работы работник, выполняющий контактную сварку, ОБЯЗАН: .
- 58. При ручной дуговой сварке ЗАПРЕЩАЕТСЯ: .
- 66. По окончании работы работник, выполняющий контактную сварку, ОБЯЗАН: .
- 70. В системе подачи и сбора флюса ДОЛЖНА предусматриваться очистка выбрасываемого воздуха от пыли и газов. .
- 68. Установки для сварки под флюсом ДОЛЖНЫ иметь: .
- 69. Установки для сварки под флюсом оборудуются механизированными устройствами для очистки шва от шлаковой корки с одновременным его сбором. Ручная уборка флюса ДОПУСКАЕТСЯ ТОЛЬКО в случаях, когда применение флюсоотсосов не представляется возможным. При этом ОБЯЗАТЕЛЬНО применение средств индивидуальной защиты органов дыхания. .
- 74. Устранять неполадки в установке плазменной резки, плазмотроне, заменять вышедшие из строя сменные детали плазмотрона РАЗРЕШАЕТСЯ только при отключенном электропитании установки наладчикам из числа электротехнического персонала, обслуживающим эту установку и имеющим группу по электробезопасности не ниже III. .
- 82. В водяном затворе ацетиленового генератора уровень воды ДОЛЖЕН постоянно поддерживаться на высоте контрольного краника (пробки). Проверка уровня воды производится работником, выполняющим газопламенные работы, не реже трех раз в смену при выключенной подаче газа в затвор. При температуре наружного воздуха ниже 0 °C вода заменяется незамерзающей жидкостью. .
- 78. В случае обнаружения утечек кислорода и ацетилена из трубопроводов и газоразборных постов и невозможности быстрого устранения неисправностей поврежденные участки трубопроводов и газоразборные посты ДОЛЖНЫ быть отключены, а помещение — провентилировано. .
- 79. Отогрев замерзших ацетиленопроводов и кислородопроводов производится только паром или горячей водой. ЗАПРЕЩАЕТСЯ применение открытого огня и электрического подогрева. .
- 81. Газопламенные работы, а также любые работы с применением открытого огня от других источников ДОПУСКАЕТСЯ проводить на расстоянии (по горизонтали) не менее: .
- 90. На участке проведения газопламенных работ с числом постов до 10 ДОЛЖНО быть не более одного запасного наполненного баллона на каждом посту и не более десяти кислородных и пяти ацетиленовых запасных баллонов на участке в целом. .
- 92. При эксплуатации баллонов с газами НЕ ДОПУСКАЕТСЯ расходовать находящийся в них газ полностью. Для конкретного типа газа с учетом его свойств остаточное давление в баллоне устанавливается технической документацией организации-изготовителя баллонов и ДОЛЖНО быть не менее 0,05 МПа (0,5 кгс/см2), если иное не предусмотрено техническими условиями на газ. .
- 83. ЗАПРЕЩАЕТСЯ устанавливать жидкостные затворы открытого типа на газопроводах для природного газа или пропан-бутана. .
- 1) вентили баллонов располагаются выше башмаков баллонов, НЕ ДОПУСКАЕТСЯ перекатывание баллонов; .
- НЕ ДОПУСКАЕТСЯ эксплуатация в горизонтальном положении баллонов со сжиженными и растворенными под давлением газами (пропан-бутан, ацетилен). .
- НЕ ДОПУСКАЕТСЯ установка баллонов с газами в местах прохода людей, перемещения грузов и проезда транспортных средств. .
- Ацетиленовые генераторы могут комплектоваться сухими предохранительными затворами, эксплуатация которых ДОПУСКАЕТСЯ при температуре наружного воздуха выше 0 °C. .
- 89. При производстве ремонтных или монтажных работ баллоны со сжатым кислородом ДОПУСКАЕТСЯ укладывать на землю (пол, площадку) с соблюдением следующих требований: .
- 84. Пользование ацетиленом от трубопровода при проведении газопламенных работ РАЗРЕШАЕТСЯ только через постовой затвор. К одному постовому затвору присоединяется только один пост. .
- 91. Кислородные рампы для питания одного поста для выполнения газопламенных работ с числом баллонов до 6 РАЗРЕШАЕТСЯ устанавливать внутри цеха (участка). .
- 95. Для открывания вентиля ацетиленового баллона и для управления редуктором у работника ДОЛЖЕН быть специальный торцевой ключ в искробезопасном исполнении. Во время работы этот ключ ДОЛЖЕН находиться на шпинделе вентиля баллона. .
- 3) при необходимости ремонта шланга его поврежденные участки вырезаются, а отдельные куски соединяются специальными ниппелями (кислородные рукава соединяют латунными ниппелями, ацетиленовые рукава — стальными). Минимальная длина участка стыкуемого шланга ДОЛЖНА быть не менее 3 м; количество стыков на шланге НЕ ДОЛЖНО быть более двух; .
- 100. При газопламенной обработке окрашенного, загрунтованного металла он очищается по линии реза или шва. Ширина очищаемой от краски полосы ДОЛЖНА быть не менее 100 мм (по 50 мм на каждую сторону). Применение для этой цели газового пламени ЗАПРЕЩАЕТСЯ. .
- 5) закрепление шлангов на присоединительных ниппелях инструмента и аппаратуры (горелок, резаков, редукторов) ДОЛЖНО быть надежным: для этой цели применяются специальные хомуты; .
- 93. ЗАПРЕЩАЕТСЯ использовать газовые баллоны с неисправными вентилями и с вентилями, пропускающими газ. .
- ЗАПРЕЩАЕТСЯ подтягивать накидную гайку редуктора при открытом вентиле баллона. .
- ЗАПРЕЩАЕТСЯ применение обычных гаечных ключей для открывания вентиля ацетиленового баллона и для управления редуктором. .
- 1) шланги применяются в соответствии с их назначением: ЗАПРЕЩАЕТСЯ использование кислородных шлангов для подачи ацетилена, а ацетиленовых — для подачи кислорода; .
- 2) при укладке шлангов НЕ ДОПУСКАЕТСЯ их сплющивание, скручивание, перегибание и передавливание какими-либо предметами; .
- 6) НЕ ДОПУСКАЕТСЯ попадание на шланги искр, а также воздействие огня и высоких температур; .
- 102. При перегреве горелки или резака работа приостанавливается, а горелка или резак после закрытия вентиля охлаждается до полного остывания. Для охлаждения горелки или резака на рабочем месте ДОЛЖЕН находиться сосуд с чистой холодной водой. .
- 4) установлен контрольный пост (не менее двух работников) для наблюдения за безопасным производством газопламенных работ. Контрольный пост ДОЛЖЕН находиться вне замкнутого пространства либо труднодоступного места для оказания помощи работникам, выполняющим газопламенные работы. .
- 111. Перед выполнением газопламенных работ в замкнутых пространствах и труднодоступных местах ДОЛЖНЫ быть выполнены следующие требования: .
- 108. Проводить газопламенную обработку открытым пламенем оборудования, находящегося под давлением (котлы, трубопроводы, сосуды, баллоны, цистерны, бочки), а также сосудов и трубопроводов, заполненных горючими, легковоспламеняющимися, взрывоопасными и токсичными жидкостями и веществами, ЗАПРЕЩАЕТСЯ. .
- 113. При выполнении газопламенных работ в замкнутых пространствах ЗАПРЕЩАЕТСЯ: .
- 109. При монтаже и ремонте сосудов ДОПУСКАЕТСЯ проведение газопламенных работ при отрицательной температуре окружающего воздуха, если соблюдены требования, предусмотренные технической документацией организации-изготовителя. .
- 103. Приступать к зачистке сварочных швов после выполнения газопламенных работ РАЗРЕШАЕТСЯ только после проветривания рабочей зоны с применением принудительной вентиляции, а в случае отсутствия принудительной вентиляции — не ранее чем через 15 — 20 минут. .
- 114. При выполнении газопламенных работ ацетиленовые генераторы ДОЛЖНЫ устанавливаться на открытых площадках. ДОПУСКАЕТСЯ временная их установка в вентилируемых (проветриваемых) помещениях. .
- В местах установки ацетиленовых генераторов ДОЛЖНЫ быть вывешены таблички: «Вход посторонним ЗАПРЕЩЕН — огнеопасно», «Не курить», «Не проходить с огнем». .
- При эксплуатации ацетиленовых генераторов ДОЛЖНЫ соблюдаться меры безопасности, указанные в технической документации организации-изготовителя. .
- 115. При выполнении газопламенных работ ЗАПРЕЩАЕТСЯ: .
- 116. По окончании выполнения газопламенных работ карбид кальция в ацетиленовом генераторе ДОЛЖЕН быть выработан. Известковый ил, удаляемый из генератора, выгружается в приспособленную для этих целей тару и сливается в иловую яму. .
- 118. Помещение, где размещены контейнеры со сжиженным углекислым газом или газовые рампы, ДОЛЖНО быть вентилируемым. Температура воздуха помещения НЕ ДОЛЖНА превышать 25 °C. .
- Открытые иловые ямы ДОЛЖНЫ быть ограждены перилами. .
- Закрытые иловые ямы ДОЛЖНЫ быть оборудованы вытяжной вентиляцией, люками для удаления ила и ДОЛЖНЫ иметь негорючее покрытие. .
- ЗАПРЕЩАЕТСЯ размещать на площадке подачи углекислого газа к сварочным постам посторонние предметы и горючие вещества. .
- 123. Во время отбора газа из контейнера ЗАПРЕЩАЕТСЯ: .
- 125. ЗАПРЕЩАЕТСЯ отогревать замерзший баллон (или редуктор) с углекислым газом пламенем горелки или струей пара. Для отогревания баллона с углекислым газом (или редуктора) необходимо прекратить отбор газа из баллона, внести его в теплое помещение с температурой 20 — 25 °C и оставить до отепления. .
- 1) НЕ ДОПУСКАЕТСЯ оставлять открытыми вентили всех баллонов, требуется выпустить газы из всех коммуникаций и освободить нажимные пружины всех редукторов; .
- 121. НЕ ДОПУСКАЕТСЯ пропускание газа в местах соединений при рамповом размещении газовых баллонов. Устранение пропускания газа производится при закрытых вентилях газовых баллонов и при отсутствии давления в системе. .
- 119. На площадке подачи углекислого газа к сварочным постам ДОПУСКАЕТСЯ размещать не более 20 баллонов. .
- 126. Для предотвращения замерзания углекислого газа в редукторе перед редуктором устанавливается подогреватель. Электрическая спираль подогревателя газа, устанавливаемого к редуктору баллона с углекислым газом, НЕ ДОЛЖНА иметь контакта с газовым баллоном. .
- 127. Помещение, где размещены сосуды со сжиженным аргоном, контейнеры или рампы, НЕ ДОЛЖНО иметь технологического этажа (подвала) и углублений в покрытии пола более 0,5 м. .
- 130. Обезжиривание свариваемых поверхностей ДОЛЖНО производиться безопасными водными смывками. .
- 6) при отсоединении шлангов работники НЕ ДОЛЖНЫ стоять напротив, так как возможен выброс из шланга газообразного или капельного аргона. .
- 128. В процессе эксплуатации контейнера со сжиженным аргоном ДОЛЖНЫ соблюдаться следующие требования: .
- 129. В процессе эксплуатации контейнеров (сосудов-накопителей), рамп для централизованного обеспечения аргоном осуществляется контроль за исправностью всей предохранительной арматуры. Предохранительные клапаны ДОЛЖНЫ быть отрегулированы, опломбированы и содержаться в чистоте. .
- 131. При обезжиривании свариваемых поверхностей органическими растворителями (ацетоном, уайт-спиритом, этиловым спиртом) ДОЛЖНЫ соблюдаться следующие требования: .
- 3) НЕ ДОПУСКАЕТСЯ подтяжка болтов и сальников на вентилях и трубопроводах, находящихся под давлением; .
- 5) НЕ ДОПУСКАЕТСЯ попадание жидкого аргона на кожу работника во избежание обморожения; .
- 6) НЕ ДОПУСКАЕТСЯ пользоваться электронагревательными приборами, а также производить работы, связанные с образованием искр и огня. .
- ДОПУСКАЕТСЯ отогревание замерзшего редуктора водой с температурой не выше 25 °C. .
- 140. Баллоны, не имеющие башмаков, ДОЛЖНЫ храниться в горизонтальном положении на рамах или стеллажах. Высота штабеля в этом случае НЕ ДОЛЖНА превышать 1,5 м. Клапаны (вентили) баллонов закрываются предохранительными колпаками и ДОЛЖНЫ обращаться в одну сторону. .
- 132. При обезжиривании свариваемых поверхностей ЗАПРЕЩАЕТСЯ: .
- НЕ ДОПУСКАЕТСЯ наличие в воздухе складских помещений паров щелочей, кислот и других агрессивных веществ. .
- 141. Порожние газовые баллоны ДОЛЖНЫ храниться отдельно от баллонов, наполненных газами. .
- 142. При обращении с порожними баллонами из-под кислорода или горючих газов ДОЛЖНЫ соблюдаться такие же меры безопасности, как при обращении с наполненными баллонами. .
Данный сборник НТД предназначен исключительно для ознакомления, без целей коммерческого использования. Собранные здесь тексты документов могут устареть, оказаться замененными новыми или быть отменены.
За официальными документами обращайтесь на официальные сайты соответствующих организаций или в официальные издания. Наша организация и администрация сайта не несут ответственности за возможный вред и/или убытки, возникшие или полученные в связи с использованием документации.
Ростехнадзор и Минтруд разъясняют: Обучение, аттестация, проверка знаний для сварщиков
Предприятие осуществляет образовательную деятельность, в частности проводит обучение по программам профессионального обучения в рамках выданной лицензии на право ведения образовательной деятельности.
Перечень профессий, по которым возможно профессиональное обучение в образовательных организациях (в т.ч. организациях, осуществляющих обучение), определяется » Приказом от 2 июля 2013 года N 513 Министерства образования и науки РФ «Об утверждении Перечня профессий рабочих, должностей служащих, по которым осуществляется профессиональное обучение» (далее по тексту — Перечень профессий) (приложение 1).
Согласно Приказу Минпросвещения России от 25.04.2019 N 208 «О внесении изменений в Перечень профессий рабочих, должностей служащих, по которым осуществляется профессиональное обучение, утвержденный приказом Министерства образования и науки Российской Федерации от 2 июля 2013 г. N 513», из перечня исключается ряд профессий либо меняется их наименование (см. приложения 2 и 3).
В штатном расписании структурных подразделений предприятия имеются профессии наименований, указанных в предыдущей редакции Перечня профессий.
Данные наименования профессий возможны в штатном расписании, т.к. они указаны в числе возможных наименований должностей соответствующих профессиональных стандартов, а соответственно, не противоречат требованиям соответствующего профессионального стандарта. Профессиональные стандарты для ряда профессий, таких как «дефектоскопист рентгено-, гаммаграфирования», «газорезчик», «газосварщик», «электрогазосварщик» и др., являются единственным документом, определяющим квалификационные характеристики этих профессий с момента исключения их из ЕТКС (ранее Приказом N 215 от 9 апреля 2018 г. «О внесении изменений в некоторые выпуски единого тарифно-квалификационного справочника работ и профессий рабочих» из ЕТКС были исключены квалификационные характеристики профессий рабочих, такие как «дефектоскопист рентгено-, гаммаграфирования», «газорезчик», «газосварщик», «электрогазосварщик» и др.).
Таким образом, возникает конфликт: с одной стороны, в штатном расписании имеется профессия, наименование которой соответствует требованиям профессионального стандарта, с другой — профессиональное обучение данной профессии невозможно из-за отсутствия ее в Перечне профессий. Возможен ли допуск рабочего для работы по профессии, имеющейся в штатном расписании, но отсутствующей в Перечне профессий, при условии обучения работника соответствующей профессии из Перечня профессий, например допуск к работе по профессии «электрогазосварщик» работника, прошедшего профессиональное обучение и получившего профессию «сварщик дуговой сварки неплавящимся электродом в защитном газе»? Приведение наименований профессий в штатном расписании в соответствии с указанными в Перечне профессий не представляется возможным из-за отсутствия наименований, предложенных для замены профессий в льготных списках, к которым относятся исключаемые/заменяемые из Перечня профессии.
Ответ: Да, если данное обучение совпадает с должностными обязанностями и методами работы электрогазосварщика, то полагаем, что возможен допуск. За дополнительными разъяснениями вам следует обратиться в Федеральную службу по экологическому, технологическому и атомному надзору.
Правовое обоснование: В соответствии с п. 5.5.4 Постановления Правительства РФ от 30 июня 2004 г. N 324 «Об утверждении положения о Федеральной службе по труду и занятости» данный орган осуществляет консультирование работодателей и работников по вопросам соблюдения трудового законодательства и нормативных правовых актов, содержащих нормы трудового права.
Согласно п. 1 Положения о Федеральной службе по экологическому, технологическому и атомному надзору (утв. Постановлением Правительства РФ от 30.07.2004 N 401) федеральная служба по экологическому, технологическому и атомному надзору (Ростехнадзор) является федеральным органом исполнительной власти, осуществляющим функции по выработке и реализации государственной политики и нормативно-правовому регулированию в установленной сфере деятельности, а также в сфере технологического и атомного надзора, функции по контролю и надзору в сфере безопасного ведения работ, связанных с пользованием недрами, промышленной безопасности, безопасности при использовании атомной энергии (за исключением деятельности по разработке, изготовлению, испытанию, эксплуатации и утилизации ядерного оружия и ядерных энергетических установок военного назначения), безопасности электрических и тепловых установок и сетей (кроме бытовых установок и сетей), безопасности гидротехнических сооружений (за исключением судоходных гидротехнических сооружений), безопасности производства, хранения и применения взрывчатых материалов промышленного назначения, а также специальные функции в области государственной безопасности в указанной сфере.
Федеральная служба по экологическому, технологическому и атомному надзору организует прием граждан, обеспечивает своевременное и полное рассмотрение устных и письменных обращений граждан, принятие по ним решений и направление ответов заявителям в установленный законодательством Российской Федерации срок (п. 5.6 вышеуказанного Постановления Правительства N 401).
Вопрос от 04.02.2019:
Газоэлектроварщик имеет документ об образовании в котором указано, что ему присвоена профессия «газоэлектросварщик 3 разряда», также имеется запись в трудовой книжке, что ему предыдущим работодателем присвоен 5 разряд. Документов (удостоверения) о присвоении нового разряда у работника нет. Имеем ли мы право запросить у него документ, подтверждающий его квалификацию? Можем ли отказать в приеме на работу по 5 разряду?
Ответ: Работодатель вправе потребовать, а работник обязан предъявить документ об образовании и (или) о квалификации или наличии специальных знаний — при поступлении на работу, требующую специальных знаний или специальной подготовки. Полагаем, что при наличии в трудовой книжке записи о присвоении 5 разряда вы не вправе отказать в приеме на работу по 5 разряду.
Правовое обоснование: Согласно статье 65 Трудового кодекса РФ (ТК РФ), если иное не установлено Кодексом, другими федеральными законами, при заключении трудового договора лицо, поступающее на работу, предъявляет работодателю:
- документ об образовании и (или) о квалификации или наличии специальных знаний — при поступлении на работу, требующую специальных знаний или специальной подготовки.
В отдельных случаях с учетом специфики работы Кодексом, иными федеральными законами, указами Президента Российской Федерации и постановлениями Правительства Российской Федерации может предусматриваться необходимость предъявления при заключении трудового договора дополнительных документов.
Запрещается требовать от лица, поступающего на работу, документы помимо предусмотренных настоящим Кодексом, иными федеральными законами, указами Президента Российской Федерации и постановлениями Правительства Российской Федерации.
Сварщики должны иметь действующее аттестационное удостоверение по соответствующему способу сварки, не иметь медицинских противопоказаний к выполняемой работе. Сведения о номерах удостоверений, сроках их действия и шифрах клейм сварщиков должны быть размещены в общедоступном реестре аттестованного персонала в информационно-телекоммуникационной сети Интернет, а удостоверения должны иметь соответствующий QR-код для проверки их подлинности. Присвоенные при аттестации личные шифры клейм должны быть закреплены за сварщиками распорядительным документом организации, выполняющей сварочные работы.
Вопрос от 10.2018:
- «Газосварщик» 2-6 разрядов,
- «Сварщик термитной сварки» 2-5 разрядов,
- «Электрогазосварщик» 2-6 разрядов,
- «Электрогазосварщик на автоматических и полуавтоматических машинах» 2-6 разрядов,
- «Электросварщик ручной сварки» 2-6 разрядов,
- «Сварщик пластмасс» 1-4 разрядов.
Ответ: Приказом Минтруда России от 09.04.2018 № 215 из Единого тарифно-квалификационного справочника работ и профессий рабочих действительно исключены квалификационные характеристики профессий рабочих в области сварки и контроля.
В связи с этим следует руководствоваться статьями 195.1, 195.3 Трудового кодекса Российской Федерации и соответствующими профессиональными стандартами, в которых даны характеристики квалификации, необходимые работнику для осуществления определенного вида профессиональной деятельности, в том числе, выполнения определенной трудовой функции.
В указанном Вами случае – профессиональным стандартом «Сварщик» (код 40.002, рег. № 14, приказ Минтруда России № 701н от 28.11.2013 г., зарегистрирован Минюстом России 13.02.2014, рег. № 31301). В профессиональном стандарте «Сварщик» к каждой обобщенной трудовой функции содержатся дополнительные характеристики, устанавливающие взаимосвязь между исключенными квалификационными характеристиками по разрядной сетке по ЕТКС и современными квалификационными характеристиками с уровнями квалификаций.
В связи с вышеуказанным, Правила аттестации сварщиков и специалистов сварочного производства (ПБ 03-273-99), утвержденные постановлением Госгортехнадзора России от 30.10.1998 № 63, не противоречат законодательству Российской Федерации и, соответственно, не требуется внесение изменений в пункт 4.8 ПБ 03-273-99.
Одновременно сообщаем, что по предложению комитета НАКС по научно-методической работе решением НТС НАКС (протокол от 22.01.2018 № 37) утверждено Приложение № 1 с перечнем документов, предоставляемых при первичной аттестации специалистов сварочного производства в связи с изменениями в законодательстве Российской Федерации, касающимися профессионального образования и обучения.
Вопрос от 05.2018:
Достаточно ли электросварщику ручной сварки аттестации на II группу по электробезопасности?
Ответ: В соответствии с » п. 1.1.5 Правил технической эксплуатации электроустановок потребителей, утвержденных приказом Министерства энергетики Российской Федерации от 13.01.2003 года № 6, эксплуатация электрооборудования, в том числе бытовых электроприборов, подлежащих обязательной сертификации, допускается только при наличии сертификата соответствия на это электрооборудование и бытовые электроприборы. При подключении сварочного аппарата к электрической сети необходимо соблюдать указания завода — изготовителя электросварочного оборудования.
В соответствии с п. 3.1.15 Правил, к выполнению электросварочных работ допускаются работники, прошедшие обучение, инструктаж и проверку знаний требований безопасности, имеющие группу по электробезопасности не ниже II и соответствующие удостоверения.
Электросварщикам, прошедшим специальное обучение, может присваиваться в установленном порядке группа по электробезопасности III и выше для работы в качестве оперативно-ремонтного персонала с правом присоединения и отсоединения от сети переносных и передвижных электросварочных установок.
Таким образом, присвоение II группы по электробезопасности электросварщику ручной сварки является достаточным условием, если подключение к электрической сети штепсельным разъемом предусмотрено заводом — изготовителем электросварочного оборудования.
Вопрос от 19.01.2018:
Какая периодичность проверки знаний должна быть у электротехнического персонала (электрогазосварщик, слесарь по ремонту технологических установок, водитель, крановщик, тракторист, трубопроводчик линейный и др.) со 2 и 3 группой по электробезопасности?
Ответ: Управление Ростехнадзора рассмотрело обращение от 17.01.2018 № 25/10-ог и сообщает следующее.
- Согласно п. 1.4.3 ПТЭЭП электротехнологический персонал в своих правах и обязанностях приравнивается к электротехническому персоналу;
- Согласно п. 1.4.20 ПТЭЭП 1 раз в 3 года очередная проверка знаний проводится у специалистов по охране труда и административно-технического персонала непосредственно не организующего и не проводящего работы по обслуживанию действующих электроустановок или выполняющего в них наладочные, электромонтажные, ремонтные работы или профилактические испытания, а также для персонала, имеющего право выдачи нарядов, распоряжений, ведения оперативных переговоров.
Перечисленный в обращении электротехнологический персонал не относится к административно-техническому персоналу, который проходит проверку знаний 1 раз в 3 года согласно п.1.4.20., т.е. перечисленный персонал относится к электротехнологическому, который проходит проверку знаний 1 раз в год.
Оцените новость:
средний балл: 4.2727 (11)
Разделы сайта, связанные с этой новостью:
- Электроремонтные и электроизмерительные работы
- Предаттестационная подготовка по правилам и нормам безопасности
- Обучение по охране труда, пожарной безопасности и электробезопасности, теплоэнергетике



